数字化解决方案
CIP过程中的常见问题
药企对CIP供应商的五点要求
CIP全解析
CIP清洗是自动化生产不可或缺的一部分
精酿啤酒CIP清洁:糖化、蛋白质、钙等问题
混料段质量控制作业指导标准
设备清洁数字化系统
灌装包装数字化系统服务
生物提取
杀菌与无菌罐存储
配方执行数字化系统
体系建设
FSSC22000:定位清洗方法介绍
新版GMP颁布实施后对CIP(清洁在位)系统的认识有了显著提升
以GMP理念提升制药装备水平
制药设备对生产中污染的防控 制药机械在位清洗 sip与cip的区别
GMP关于卫生的实施要点
基于质量和风险控制体系的全自动CIP设计
CIP持续改善的推行方法
CIP系统清洗剂配置
CIP清洗系统设计
CIP设计风险评估
2.3 CIP罐容量设计
CIP
CIP清洗系统
CIP站配置
强制更新老旧IT/OT和BPU,确保业务连续性
利乐®原位清洗单元P
锥形封头罐体容积计算
CIP市场分析
CIP站招标
需求场景
CIP改造-启鲜
本文档使用 MrDoc 发布
-
+
首页
CIP清洗是自动化生产不可或缺的一部分
https://mp.weixin.qq.com/s/yMTEQ80gZrPDYg8zbnze4A  防混阀通过将阀门自动切换到规定的清洁格式,减少了操作员出错的可能性,从而消除了 CIP 过程中的猜测。 您已经实现了流程和包装的自动化,并拥有计算机生成的书面记录来显示整个设施的食品安全和质量。你为什么不在清洁方面做同样的事情? 诚然,您只需将某些设备从流程中取出来进行手动清洁,但对于其他组件(如管道、某些传送带、某些泵、搅拌器、水箱和其他设备),您可以就地清洁它们( CIP) 并自动保存记录,以便在监管机构要求时向其出示清洁和卫生证明。 “CIP 是清洁和卫生不可或缺的一部分,它会影响任何设施的食品安全。清洁和卫生不仅可以帮助您遵守法规要求,还可以保护消费者和您的品牌免受污染和召回。”CRB 食品加工与食品安全高级研究员 Pablo Coronel 博士说。 CIP在工艺线内进行,无需拆解,必须到达工艺设备的每一个角落;因此,任何安装都必须采用设计精良且适用于 CIP(与 COP——异地清洁相反)的设备。Coronel 补充说:“结构材料、排水性、易于清洁和防止死区/区域是设计的一些标准。”  CIP 撬块还可以包括就地蒸汽处理 (SIP),并且通常是为特定应用定制的。HRS 热交换器生产范围广泛的 CIP 和 SIP 系统。 除了设备设计之外,成功的 CIP 系统还取决于几个变量,例如水流量和温度、使用的化学品(浓度)和清洁时间。这些变量是根据要清洁的产品的特性(粘度、粘性、污垢量和过敏原的存在)和需要清洁的设备与化学品供应商合作设置的。然而,过敏原的存在会使 CIP 过程复杂化。 CIP 必须针对每个产品(或产品系列)进行验证,以确保其有效,即,它使工艺设备或生产线恢复到清洁状态。Coronel 说:“将验证视为一种食品安全预防控制措施。” 自动化通过确保每个产品使用正确的周期来帮助高效的 CIP。在每个产品的 CIP 验证期间,为清洁建立“配方”,并通过了解制造的产品来应用。CIP 系统可以自动或通过人工干预确定最佳 CIP 配方并监控化学品和水的使用以及流速和温度。传感器的进一步发展也有助于确定设备何时清洁。Coronel 说,CIP 自动化是任何设施都可以实施的食品安全和可持续性改进措施之一。“CIP 自动化有助于一致性、记录保存和监控,这是食品安全计划不可或缺的一部分。” # 查看了解 CIP 需求和水质的过程 “当您开始审视流程时,有几件事需要考虑 首先要了解的是你正在处理的污垢;产品基质中的哪种污垢最难去除? 然后是水质。由于 CIP 清洗液由 95-99.5% 的水组成,我们必须确保化学成分不受硬度、碱度、氯化物、硫酸盐或金属离子等杂质的影响。 例如,水中可能含有不同水平的碳酸氢钙和碳酸氢镁,它们是暂时的,而碳酸盐是永久的。含量越高,水越硬。在正常的清洁和消毒过程中,钙和镁的化学性质使其不易溶于水,从而导致结垢,从而结合清洁化学物质,使其无法在洗涤过程中发挥作用。因此,需要更多的化学物质来克服更高的硬度。由于水中钙和其他矿物质的含量因地而异,只有在知道水的硬度和其他含量和特性后,才能确定洗涤剂和消毒剂的浓度选择。  对于较小的操作, CIP Mini 提供了适用于多种过程应用的功能。 “接下来要考虑的是 CIP 的特性、温度、所需时间以及系统将提供的机械力, 一旦了解了所有这些,我们就可以将污垢、水和 CIP 特性与化学物质相匹配,从而在所需的温度、时间和可用的机械力下最有效地去除指定的污垢。 用于 CIP 的三种主要化学品是碱洗、酸洗和消毒剂。 用于碱洗的最常见化学品是氢氧化钠或氯化碱,pH 值在 10-13 范围内。碱洗的目的是去除生产线和设备中的残留物、污垢、剩余产品和蛋白质。 酸主要由磷酸和/或硝酸组成。酸洗步骤对于去除管线内的水垢堆积至关重要,但也可用作中和剂以帮助平衡系统的 pH 值。已被广泛使用的消毒剂是次氯酸盐溶液(钾、钠或钙),因为主要成分是氯。 最近,二氧化硫因其氧化能力和对设备的腐蚀性较小而成为家禽、水果加工和啤酒厂的替代消毒剂。 另一种消毒方法是过氧乙酸,它是过氧化氢和乙酸的混合物。它即使在低温下也能很好地工作,在漂洗周期后几乎不会留下氯残留,并且对所有微生物都有效。 # CIP:不再是自动化孤岛 “出于多种原因,减少'自动化孤岛'的趋势与 CIP 系统相关,将传统上可能是独立的手动或半自动系统集成到更广泛的过程控制系统中是可行的。当您意识到机器级边缘技术和对等以太网网络连接允许轻松且经济高效地完成此操作时,决策变得更加容易。” 集成的其他原因: 数据历史学家通过仪表板提供 CIP 趋势和报告, CIP 系统中的 PLC 编程可以通过 Windows 标准界面远程完成,而不是在现场, 将 CIP 系统与过程控制系统集成,可以灵活地按顺序安排不同的产品。  数字记录仪,如 Endress+Hauser Memograph M RSG45,可帮助食品加工商对 CIP 和其他过程数据进行历史记录和趋势分析。 对于当今的许多过程系统,您可以将 CIP 视为过程的一部分。CIP 系统用于具有不容易拆卸的设备进行清洁过程的过程,因为如果每天拆开它既费时又会造成机械损坏。” “这在很大程度上是不干涉的。” 将 CIP 视为更多的自动化系统,即插即用,需要操作员监控系统。 Novolyze 的平台允许使用单一工具监控关键食品安全参数。“事实上,CIP 是过程控制的一部分,因为提供清洁过程的性能至关重要。环境监测是 Novolyze 提供的平台的另一部分,”“拥有一个结合基本食品安全数据的集中位置是做出快速有效决策的必备条件。” 当今 CIP 项目的主要关注领域之一不仅是 CIP 本身的自动化,还包括 CIP 工作方式的集成以及与其他工艺设备的通信方式。“当我们对工艺设备进行 CIP(比以往任何时候都更加自动化)时,需要进行更多的沟通——确保设备为 CIP 做好准备,确保需要打开的阀门已打开,打开搅拌轴等. 有了更“互联的工厂”,CIP 也需要与该工厂设备有更多的连接。  Sani-Matic 的 SaniTrend Cloud 产品允许安全地即时和完整地访问 CIP 数据,只需访问包含此信息的在线门户。 “我们所有的食品生产系统和热交换器要么包括 CIP 系统作为标准,要么旨在连接更广泛的工厂 CIP 系统和协议,”HRS 热交换器国际销售和营销总监 Matt Hale 说。这些集成 CIP 系统包括由主 PLC 控制操作的控制系统,这意味着系统清空、清洁和重新填充可以是简单的一键式操作。此外,还保留了清洁周期的完整记录,从而实现了全面的可追溯性和质量控制, 灵活性是 CIP 集成的一个很好的实际原因。“如果我们知道刚刚运行的是什么产品以及接下来要运行的产品,我们就可以确定 CIP 要求的‘强度’;例如,如果从产品 A 转到产品 B,可能只需要简单的漂洗,但从产品 B 转到产品 C 可能需要完全热水洗。” Ericksen 说,这种集成水平可以消除不必要的清洗。“CIP 系统可以跟踪清洁了哪个回路、清洁周期以及多久以前;并且可以根据要求将联锁装置编程到生产系统中。CIP 系统还可以定制化学品浓度、清洗温度、清洗时间——甚至可以根据这些信息在不同的化学品之间进行选择。” # CIP 系统中防混阀的案例 如今,防混阀是大多数自动化 CIP 系统的必要组成部分。在过程中采用防混阀设计确实会增加编程时间,但会大大提高效率,因为流量板不需要每天更换,并且可以避免错误的连接。额外的硬件会产生大量的前期成本,但每天节省的时间很容易以短期的投资回报率来支付。 防混阀还允许在继续生产另一个回路的同时清洁回路。这在乳制品或其他流体应用中非常常见,在这些应用中,可以清洁产品线,同时流程的供应线仍可用于生产。通过利用此功能,可以获得显着的效率并抵消安装成本。 # 拥有竞争力和证明合规性所需的数据 “如果不连续测量 CIP 控制参数,在当今的食品加工领域几乎不可能保持竞争力,”Endress+Hauser 食品和饮料行业营销经理 Ola Westrom 说。如果没有良好的 CIP 数据,污染风险将不可避免地导致产品、水、能源和清洁剂的浪费——或者更糟糕的是,召回。在大多数情况下,CIP 参数是通过 PLC 通信路径或独立数字记录器(如 Endress+Hauser Memograph M RSG45)在历史记录器中捕获的,Westrom 说。 “随着我们着眼于进一步提高效率,我们正在寻求分析清洗过程前后洗涤剂的有机负荷,”Westrom 说。“应用 UV 或 NIR 测量传感器使我们能够模拟有机负载,从而节省大约 10% 到 30% 的时间。” CIP 的用户意识到,自动化数据记录过程(记录时间、温度、电导率、流量等清洁参数)与自动化清洁一样重要——这是 CIP 的核心工作,”说Sani-Matic 的 Barrie,他提出了提高效率的理由。“虽然 CIP 使清洁自动化,但质量团队或成员通常会在将设备重新投入生产之前审查清洁数据。如果质量人员可以在多个 CIP 系统的 CIP 完成后几秒钟内在他们的计算机上以数字方式查看数据,而不是必须在整个设施中追踪纸质数据,那么恢复生产的时间就可以缩短。” “我们使用我们的 HMI/SCADA 系统来轮询相关传感器(通常是 CIP 返回处的温度、电导率和流量),”Ericksen 说。“现代 SCADA 系统可以每秒甚至更快地轮询这些传感器,以开发基于时间的(几乎)连续图。我们还可以记录每个 CIP 的开始和结束日期/时间、清洗了哪个电路、使用了哪个周期以及周期是否成功完成。将其与某种适当的历史系统相结合,我们就可以在数据存储系统允许的范围内开发所需的任何记录。” SaniTrend 云系统等软件允许安全地即时和完整地访问数据,只需访问包含此信息的在线门户。在许多情况下,这些软件包提供了可提高效率的附加功能,例如整体设备效率 (OEE) 评分、电子邮件和文本警报等等。 Novolyze 软件从 CIP 机器和生产线(最多 200 个入口点)上的传感器收集关键数据。产品线发布流程可以在 Novolyze 应用程序中通过一个简单的工作流来管理,该工作流会触发对利益相关者的通知。在出现偏差的情况下,可以通过纠正/预防措施和用户评论来丰富生产线发布报告,以充分了解偏差和纠正措施。然后,数据以便于审核的方式存储,从而实现全面且轻松的共享功能以及流程验证。 尽管传感器数据和自动记录保存带来了所有好处,但还是会出现一个令人惊讶的问题——谁知道呢,也许这就是最近一些召回报告“产品可能受到清洁化合物污染”的原因。 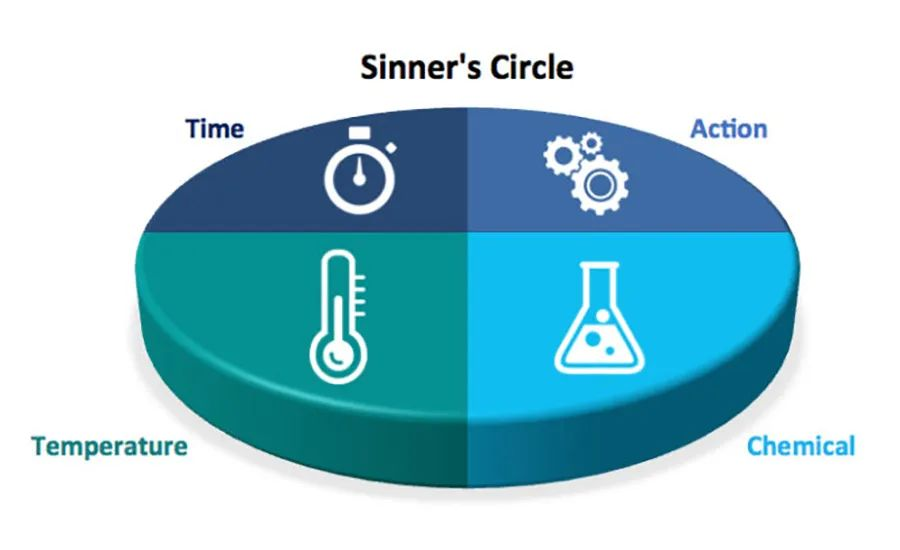 清洁是 TACT(时间、作用、化学物质、温度)参数的组合——如果您需要降低应用中的化学物质浓度,但要清洁到您一直清洁的标准,您可能需要通过增加作用来补偿(例如,管道中的流速)、升高温度或增加接触时间(即用于清洁的时间)。 “自动化的一个潜在缺点是缺乏员工对设备 CIP 的参与。 在自动化之前,员工必须密切参与流程。他们控制阀门脉冲、温度和时间。通过自动化,他们现在可以按下一个按钮然后走开。这可能会导致以下问题:它洗了吗,或者洗得有效率吗,洗得正确吗?多久有人会阅读洗涤图表并确保所有时间、温度、流速和浓度都符合经过验证的洗涤方案?根据法规和第三方审核要求,最多可能需要 7 天才能验证这些洗涤图表。这七天还发生了什么?” Ecolab 开发了一种方法来使用 3D TRASA for CIP 回答这些问题。该程序捕获上述所有传感器的读数并监控输出,以确保按照经过验证的洗涤配方完成洗涤。如果任何可能影响洗涤过程中产品质量或食品安全的关键因素超出了程序的关键参数,则会向负责人员发送通知,并立即通知他们。这提供了及时的报告——加工商不再需要等待长达 7 天才能得知一台设备运行不正常,从而可能影响产品质量或食品安全。 # 在 CIP 系统中清管的案例 许多过程将受益于在 CIP 之前清管管线。在 CIP 系统的设计早期必须考虑清管器的使用,以便可以使用适当的管道和阀门,否则重新设计以容纳清管器可能会产生大量成本。 虽然几乎所有 CIP 循环都包括初始水冲洗,但某些产品(例如巧克力)不能用水。无论是哪种产品,预先清管管线都可以显着减少用水量,有时甚至可以完全消除用水冲洗的需要。此外,管线中残留的残留物减少可能会缩短化学品冲洗的时间,从而节省化学品。 生产蛋黄酱、调味汁、糊状物和其他粘性物品的加工设施可以从清管中受益。我刚刚与一位没有清管的客户合作,他们大约有 8% 的浪费。当实施清管时,这个数字下降到 1%。当涉及到 CIPing 管线时——如果您将 8% 留在管线回路中,则在开始清洗步骤之前将需要更多的冲洗水将其去除。如果正确完成,预漂洗需要在开始洗涤前去除多达 95% 的污垢。这样多余的污垢就不会束缚化学物质,从而降低洗涤效率并需要更多的化学物质来克服束缚的化学物质。最终,这显着减少了 CIP 过程中的水量,并使系统能够更快地恢复生产。 # FDA 关于工厂原料和 RTE 区域 CIP 的建议 FDA 建议为同时具有工厂的==生食和熟食/RTE 部分的设施使用单独的 CIP 系统==。 如果这不可行,则 FDA 建议使用 71°C 或 160°F 或以上的碱性清洁溶液。当然,新设施可以设计有两个独立的 CIP 系统,但是旧设施呢?有什么选择? 如今,拥有单独的原材料和成品 CIP 是最佳实践。“建筑物的设计应采用物理隔离,以确保不会发生生产品和巴氏杀菌产品的交叉。我们确实发现了很多单一系统的情况,并且由于潜在的过敏原或其他食品安全问题,它需要对化学罐进行更多的补充/充电。” “在大多数设施中,单独的 CIP 系统是否有意义?是的,这将是我的建议, 但是,当您考虑添加到现有系统时,了解其实用功能非常重要。锅炉容量是否足够?这通常是主要问题。” “也就是说,有了单独的系统,您就不必让系统保持高温,” “CIP 橇装罐可以更小,从而减少用水量和化学品用量。在大多数情况下,整体公用事业影响将是积极的,并支持分离。这些都是在此过程中对食品安全的积极影响。” “==由于大多数 RTE 和生食系统是独立的,因此拥有独立的 CIP 系统确实有意义==,而且 CIP 集成到原始设备中的情况确实如此,” “应该可以设计操作独立的 CIP 系统,这些系统不会相互交叉污染,但仍然使用相同来源的清洁溶液等,以最大限度地减少系统复制和资源浪费。显然,如果要重复使用清洁溶液,那么这种方法是不可行的” 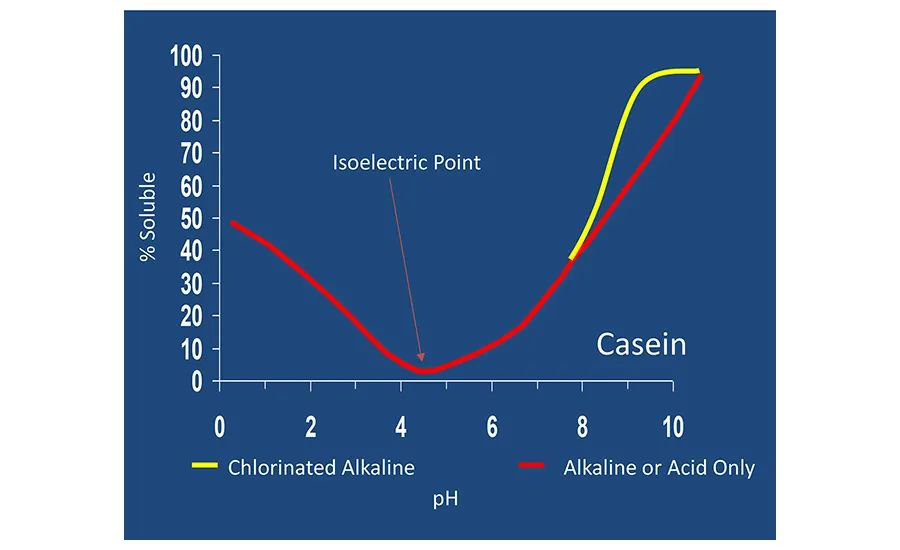 过敏原是一种蛋白质,这些蛋白质通常是最难从表面去除的污垢。有些是水溶性的,有些则不是。了解蛋白质污垢在水中的溶解度对于清洁和消毒过程至关重要。例如,乳制品加工通常处理附着在设备表面的非水溶性蛋白质。要从表面去除非水溶性蛋白质,可以使用洗涤液中浓度为 50-150 ppm 的次氯酸盐等氧化剂。氧化剂和氢氧化钠的结合增加了蛋白质在较高 pH 值下的溶解度,允许蛋白质从表面去除。 “是的,将系统专门用于原始和 RTE 是一种可行的方法,” “就生水而言,水的再利用是一个棘手的问题。水的再利用可以通过不同的方式进行:循环水可以用来清洁工厂的不同区域,或者可以在循环水中添加更多的化学物质,使其达到所需的浓度并用于清洁。回收水可以减少化学品和水的使用量。” “由于物理分离以及在需要时(和不需要时)运行 CIP 的能力,单独的 CIP 系统最有意义。” “当 CIP 距离被清洁的过程很远时,不仅需要安装更多的供水和回水管道,而且压降等因素也会变大,CIP 系统(例如供水泵)可能需要超大尺寸才能运行所需的流量和压力。使用单独的 CIP,将需要稍微多一点的水和化学品,因为回路不共享用于再利用的碱/化学品罐。由于资本投资、空间和/或因为它们运行的 CIP 周期不多,较小的工厂可能会结合这些 CIP 功能。” 这个问题在乳品厂很普遍。使用单独的 CIP 系统处理生设备和巴氏杀菌设备是有意义的。至于水回用的问题,我不会在同时清洗生奶和巴氏杀菌奶的单一系统上重复使用任何用于冲洗或漂洗的水。因此,在这方面,使用两个独立的 CIP 系统可以节约用水。 “独立 CIP 系统的额外成本将很容易被提高的运营效率和灵活性所抵消。” 水的再利用将针对每个系统进行本地化。每个 CIP 系统都有自己的一套,清洁剂、消毒剂和漂洗剂储罐。
智能制造CEO
2024年1月31日 15:08
分享文档
收藏文档
上一篇
下一篇
微信扫一扫
复制链接
手机扫一扫进行分享
复制链接
关于 MrDoc
觅思文档MrDoc
是
州的先生
开发并开源的在线文档系统,其适合作为个人和小型团队的云笔记、文档和知识库管理工具。
如果觅思文档给你或你的团队带来了帮助,欢迎对作者进行一些打赏捐助,这将有力支持作者持续投入精力更新和维护觅思文档,感谢你的捐助!
>>>捐助鸣谢列表
微信
支付宝
QQ
PayPal
Markdown文件
分享
链接
类型
密码
更新密码