生物制药设备
蒸发器1
蒸发器2
蒸发器3
柱层析技术详解
过柱子(柱层析分离)技巧分享,方法,手段,问题总结
常用纯化方法荟萃
中草药有效成分的提取
层析操作SOP
常见中药毒性成分
提取和分离
制药软膏类
制药行业计算机化CSV验证资料全集汇总
GB/Z 42344-2023 计算机化系统验证指南,2023年10月1日实施!
超声辅助乙醇提取石榴副产品中的安石榴苷、预干燥处理、粒度和温度的影响
植物多酚提取方法
乙醇热回流提取浓缩工艺
乙醇热回流提取
乙醇回收工艺验证
中药前处理、提取浓缩设备的特点和使用注意点
工厂设备
中药流浸膏喷雾干燥
数字化考虑要素
如何做好中药提取工程
3000L多功能提取罐确认方案
中药生产乙醇自动调配回收DCS控制装置的应用
酒精回收浓缩器与回收塔
中药提取浓缩生产线
华润三九(雅安):打造数据驱动的智能制造中药工厂
冷凝器的种类与工作原理
全方位攻略—冷凝器的选型计算
制药设备厂家
热回流提取浓缩机组
DTWZ-D系列高效提取浓缩机组
TQWZ系列产品高效循环提取浓缩机组操作说明书
乙醇热回流提取浓缩机组
中药精油常见的化学成分
迷迭香鲜叶提取工艺优化
烘干设备
蒸汽滚筒干燥机
中药提取设备的设计、选型、安装
中药提取工艺技术要求
阀门选型经典
专业设计院如何做好工程总承包业务
中药提取浓缩生产线案例,
《化学工程手册》(第三版)
提取机组
玫瑰精油提取
各真空度下水的沸点
水加热需要的热量计算
用于制药工业的消泡装置研究进展
过热蒸汽与饱和蒸汽
经典的提取和分离方法
玫瑰花泡水
alfalaval蒸发器
洁净蒸汽
三种蒸馏方法
Essential Oil Extraction
设备厂商
除氧水
减压直接蒸汽蒸馏法
精油提取方法
精油提取设备
蒸馏法
提取罐及操作流程
设备分类
YPG系列压力式喷雾(冷却)干燥机/YPG-150压力喷雾干燥机系统
YPG150 压力式喷雾干燥机设备清单一览表
蒸发浓缩设备
水溶性天然产物的提取分离技术
植物提取物中的活性物
浸提常用溶剂
阿法拉伐蒸发器
实用CIP设计
外循环真空浓缩器,单效浓缩蒸发器
GBT 151-2014
分离机
cip清洗机
双锥筒体离心机
常见分离器的原理
中药提取项目中的离心设备
减排、集采等新形势下关于中药提取研究的思考
酒精回收塔
溶剂提取法
真空直接蒸汽提取机组
浓缩计算
上海神农蒸发器
CIP系统长尾模式
生产线厂家
CIP清洗系统产品介绍
CIP清洗设备
卫生级阀门泵
卫生级换热器
核心部件
破碎、研磨、分散、混合、乳化、均质
淀粉糊化糖化液化老化
奶粉水溶过程
提取浓缩分离纯化干燥解决方案
中药制剂
全自动中药制丸机生产设备
中药糖丸研发与生产
中医制丸技术
丸剂
中药提取分离新技术
IEE智能纯电浓缩机组
智能多向连续提取成套系统
破碎研磨剪切乳化设备
明胶
水解明胶生产线
明胶平安生产工艺流程
明胶、水解胶原蛋白、胶原蛋白肽
胶囊工艺
水解明胶生产线配置
中药制药浓缩过程难题
GE反渗透膜技术在中药制剂中的应用
“代煎中药”存在的问题
中药材提取基础知识
蒸馏装置
中药药剂学——第5单元 浸提、分离、浓缩与干燥
真空系统
电动阀与气动阀的优缺点
管道流速表
生物反应器
细菌发酵生产线设计考量
发酵罐配置需求调查表
菌体类、酶制剂、代谢产物、生物转化物——盘点4大发酵产物
发酵专题
生物反应强基培训计划!(发酵理论、实验室安全、生物反应器操作....)
精准发酵
长江学者陈国强:生物制造存在5大挑战,90%止步于放大,90%投资很难成功!
小试、中试放大及生产工业化最全总结
揭秘微生物发酵:摇瓶培养VS罐培养(差异分析、平衡方法)
发酵工程原理与技术——第六章、种子扩大原理与技术
本文档使用 MrDoc 发布
-
+
首页
中药生产乙醇自动调配回收DCS控制装置的应用
1 概述 在中药提取车间生产中,大量品种的药物生产工艺都需要用乙醇作为溶剂,进行醇提、醇沉、大孔树脂吸附等工序生产,一方面需要对生产所需的不同浓度、不同用量的乙醇进行实时快速调配,另一方面还要精馏回收大量使用过的乙醇再次继续使用,以满足生产要求。本文介绍的乙醇自动调配回收DCS控制装置完全按照产品工艺单线运行需求,在每个工序内部按照模块化设计,各工序之间明确了各控制模块的逻辑关系和实时放行原则。 2 设计方案 乙醇回收流程如图1所示。  2.1 乙醇回收塔自动控制 乙醇回收塔主要控制功能及关键控制点如表1所示。 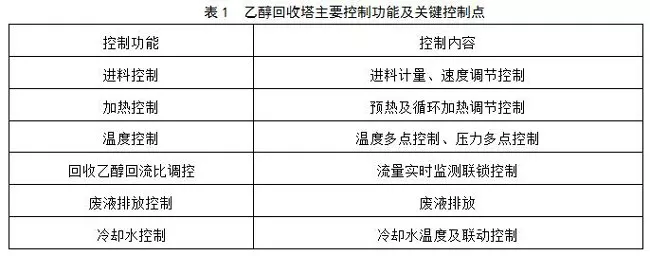 2.1.1 冷却水联动控制 启动浓缩器时,自动开启对应的冷却水阀,开始进料。 浓缩达到浓缩终点后,系统进入停止浓缩程序,联动控制冷却水阀关闭。 2.1.2 进料控制 根据工艺需求,开启相应稀乙醇罐出液阀及输送泵,通过进液调节阀和流量计控制进液速度;蒸馏开始后,进液调节阀结合进液流量计联动控制进液流速,实现蒸馏过程的不同浓度乙醇蒸馏进液流速的连续调节控制。 2.1.3 液位控制 罐内液位在线监测联锁控制,连续进液排液,保持液位平稳。 2.1.4 加热蒸馏控制 (1)预热控制:系统实时采集反馈塔顶压力及温值,并与预热器加热蒸汽调节阀联动控制进液乙醇温度,稳定控制精馏速度; (2)蒸馏温度控制:一次进料完成后,精馏塔系统自动开启加热蒸汽调节阀,结合塔釜及塔顶温度自整定PID控制,精确控制蒸馏温度; (3)蒸馏压力控制:联动保持压力在限定范围。 2.1.5 回收比控制 蒸馏开始后,系统自动结合塔顶温度调节控制回流调节阀和出液调节阀,并结合回流流量计和出液流量计实现回流比自动调节控制。 2.1.6 排液控制 当塔釜内温度升高到设定温度,系统自动排液,将几乎没有浓度的溶液直接排出,保证塔釜内酒精浓度在一定时间内稳定,维持系统成品酒精出液量的稳定平衡。 2.1.7 精馏结束判断 当粗酒精进料结束后,在精馏过程中,如果塔顶温度大于设定温度,系统判断精馏结束,系统弹出结束提示,待人工确认后打开排污阀进行排污,精馏结束。 2.1.8 生产过程安全控制 在自动程序运行中,有相应权限的操作人员可随时暂停自动程序,进行手动或其他操作,取消暂停后程序回到自动程序运行当中。 2.1.9 储罐自动进/出液控制 通过对酒精储罐的进/出液阀门自动控制,结合液位计高低液位报警控制,实现进出液自动控制。 2.1.10 储罐容量控制 系统通过对储罐内液位计进行控制,自动换算罐内乙醇量,并实现高低液位报警控制。 2.1.11 储罐防跑料控制 系统自动报警提示操作人员检测储罐出液阀状态,避免跑料事故的发生。 2.1.12 输送泵控制 系统自动联动输送泵电机,并对电机运行状态及故障报警自动监控。 2.1.13 自动清洗及排污控制 出液结束后,系统自动启动清洗系统,进行定时喷淋清洗,人工确认清洗效果,完成在线清洗过程,完成定时清洗及排污。 2.2 酒精调配罐自动控制 酒精调配罐主要控制功能及关键控制点如表2所示。  酒精调配罐控制功能主要包括配制罐液位检测,循环混合控制,稀/浓酒精和水的计量,设定酒精浓度完成自动调配功能,酒精输送控制,输送量和浓度检测等。 2.2.1 设备联动控制 根据调配罐的位置,自动选择进液设备,并联动控制进出乙醇阀,计量添加各个稀/浓/成品浓度的乙醇量。 2.2.2 进料控制 进料前,系统自动选择调配酒精来源(新鲜酒精、回收高浓度酒精、回收稀浓度酒精、纯化水)调配稀酒精,操作人员确认后,系统自动进料完成稀溶媒进料。流量计自动计量添加稀/浓/成品浓度酒精量。 2.2.3 液位控制 酒精调配罐上的液位计实时检测罐内调配酒精的液位,修正因浓度影响的液位变化导致的液位测量偏差,防止调配液溢出。 2.2.4 调配浓度控制 配置时采用计算法,自动计算,根据调配设置的乙醇浓度参数,同时根据在线浓度计检测到的稀乙醇储罐对应的浓度值,以及人工输入的浓乙醇浓度值、成品乙醇浓度值,自动计算稀/浓/成品乙醇的加入量,启动出液泵和罐出液阀门及循环阀,进行自循环混合操作,使罐内酒精浓度均匀。控制浓/稀酒精进液量,实时检测罐内浓度,达到设定浓度目标后停止进液。 2.2.5 出液控制 酒精调配结束后,系统自动完成调配后,酒精根据使用需求自动输送至使用点,并经过在线质量流量计计量出液流量。 2.2.6 自动清洗和排污 出液结束后,系统自动启动清洗系统,进行定时喷淋清洗,人工确认清洗效果,完成在线清洗过程,完成定时清洗及排污。 2.3 公用系统监测和联动控制 监测蒸汽母管流量、压力,压缩空气母管压力,饮用水母管流量、压力,循环水母管压力、温度,实现公用系统监测及异常报警功能。断气、断水、断电实时系统安全保护。 2.4 DCS控制系统 2.4.1 系统架构 系统投产后,操作人员在操作间操作站通过组态软件可完成对相关系统的监控和运行管理。DCS选用西门子高端、成熟的CPU;通信设备选用西门子高端交换机。以上硬件设备配合先进的人机界面软件构成一个可靠、高性能的自动化系统,实现对相关系统的监控调度管理功能。操作人员通过人机界面即可实时监控生产,并依据生产数据进行生产调度和管理。同时提供管理平台,控制程序数据和工具的存取,对过程进行管理、处理、归档和建立控制文件;同时在不组态状态下,作为操作员站使用。 操作员站在Windows操作平台下,结合DCS控制系统软件,作为过程管理窗口,操作人员、维护人员以及监控人员均可对操作人员的过程活动进行跟踪,有权限的人员可修改工艺参数、批量顺序、编辑需求的过程操作数值,或与过程设备进行通信,同时实现系统报警和生产操作提示,以便操作人员进行确认。 通过系统软件建立操作灵活、人机界面友好的组态界面,实现生产过程可视化的生产过程概况,方便交叉浏览各种设备视图,能快速识别各种事件,并简单、快速地完成所要求的操作输入,从而保证设备的安全运行。 操作模式包含但不限以下三种: (1)现场人机界面上,现场手动监视和控制; (2)操作间操作站计划总手动监视和控制; (3)操作间操作站集中自动监视和控制。 2.4.2 工艺单元自动运行 内部设置程序模块,可根据工艺流程需求进行灵活组态,自动调整。 2.4.3 联锁保护控制 程序提供两种级别类型的联锁保护:设备级联锁和单元操作联锁。 2.4.4 监控操作 可在程序组态监控画面通过按钮执行生产操作。 2.4.5 报警管理 可实现报警的自动设置、自动采集、自动报警、自动分级、自动发送功能。 2.4.6 报表、记录的存储功能 可连续存储半年以上的报表和生产记录数据。 数据存储采用先进的动态压缩算法。 2.4.7 定期记录及数据归档功能 数据的归档和调用是以产品批号为条件的,也就是输入产品批号就可以调出该产品批号的生产工艺数据。 2.4.8 操作记录 制药企业将逐步实施从智能装备、智能物流、智能仓储、智能控制生产装置到自动数据集成SCADA系统。建立药品从原料至成品安全生产的全过程质量控制与信息管理体系。本装置预留相应数字接口,以便在后期随时通过标准通信方式接入智能制造体系。 3 应用效果 上述方案在多个制药企业提取生产车间实际配置使用,在解决了现场可能发生的诸多实际问题后,可达到无人值守、连续生产的控制效果,从乙醇调配到乙醇回收,通过DCS控制系统的自动联锁运行,生产数据的完全自动采集和监测,通过计算机系统进行高效、准确、完整的数据汇总和分析处理,避免了传统手工记录方式容易产生的生产数据滞后、缺失及出错等问题,既可满足GMP验证要求的生产数据完整性以及审计追踪需求,又可起到节能环保作用,系统投运后,平均降低能耗15%~18%,同时节省人力投入,可减少操作人员3~5人,提升生产效率达30%,具有非常理想的推广价值。
智能制造CEO
2024年3月23日 22:20
分享文档
收藏文档
上一篇
下一篇
微信扫一扫
复制链接
手机扫一扫进行分享
复制链接
关于 MrDoc
觅思文档MrDoc
是
州的先生
开发并开源的在线文档系统,其适合作为个人和小型团队的云笔记、文档和知识库管理工具。
如果觅思文档给你或你的团队带来了帮助,欢迎对作者进行一些打赏捐助,这将有力支持作者持续投入精力更新和维护觅思文档,感谢你的捐助!
>>>捐助鸣谢列表
微信
支付宝
QQ
PayPal
Markdown文件
分享
链接
类型
密码
更新密码