包装码垛方案和关键设备
CBP30 装箱机
装箱码垛
本文档使用 MrDoc 发布
-
+
首页
CBP30 装箱机
 ## 1. 装箱机简介: a) 主要作用是将单包产品包装成 24 包为一箱的成品。 其工作过程为: ① 首先经过分包单元的第一个分包器(辅助分包器)对奶包进入分包单元的速度及数量进行控制,避免第二个分包器(主分包器)前产品的长站队导致的奶包变形、包底磨损引起的设备故障及产品质量隐患; ② 其次在主分包器处生产过程中将依据主分包器与输送篮网带之间的速度差,使正常运行中的包产生相同的间距,便于主分包器处数量检测电眼检测每次分别进入各导 轨之间产品的数量,同时避免分包器与导轨处卡包现象的发生; ③ 这个过程分包器将依据系统要求把奶包分别输送到8个站队导轨中,而检测每一个导轨内是否需要产品则需要导轨内的8个最大站队电眼和 1 对最小站队电眼来共同 完成,分包器首先补充最小站队处无包的哪一队到最大站队处。而最小站队电眼同时还 监测导轨内是否倒包、控制导轨末端压包爪的动作,当任何一个导轨内最小站队电眼未 检测到产品时,压包爪将不动作,整台装箱机后续所有部件都不动作或空转,直至最小站队电眼检测到产品、压包爪动作为止。 ④ 在方圆杆前方有1个制动器(带有8个压爪),当包整排前经过时,数包电眼工作,当数过3排时,压爪压住第4排包,圆杆转动,推动前3排包向前移动,当移动 到过桥板时,侧面的纸箱会移动到包下方,整体经过三角架而最终成型。 b) CBP30 装箱机由六个单元组成, 分别是: ① 进料单元——作用;对进来的包进行分开并保持相同的距离。 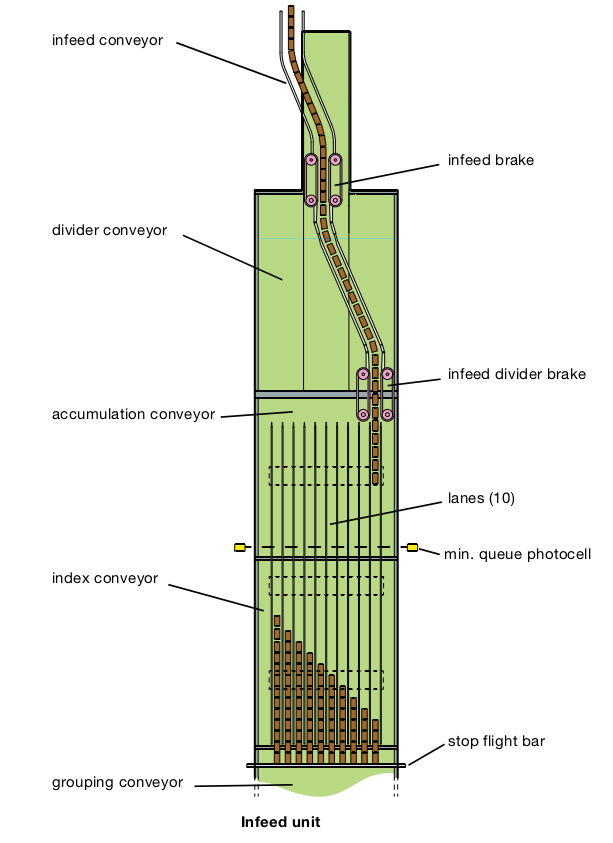 ② 累积单元——作用;对进料单元进来的包进行存放并依次序进入分组单元。  ③ 分组单元——作用;让包成(3×8)的形式向前移动。 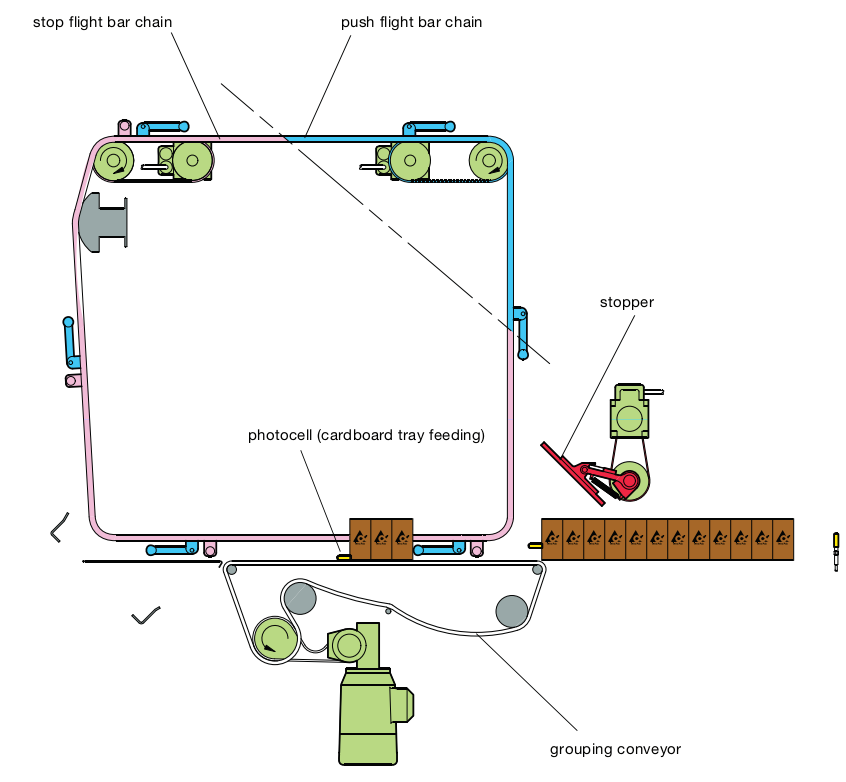 ④ 料仓单元——作用;提供包装所需要的外箱材料。 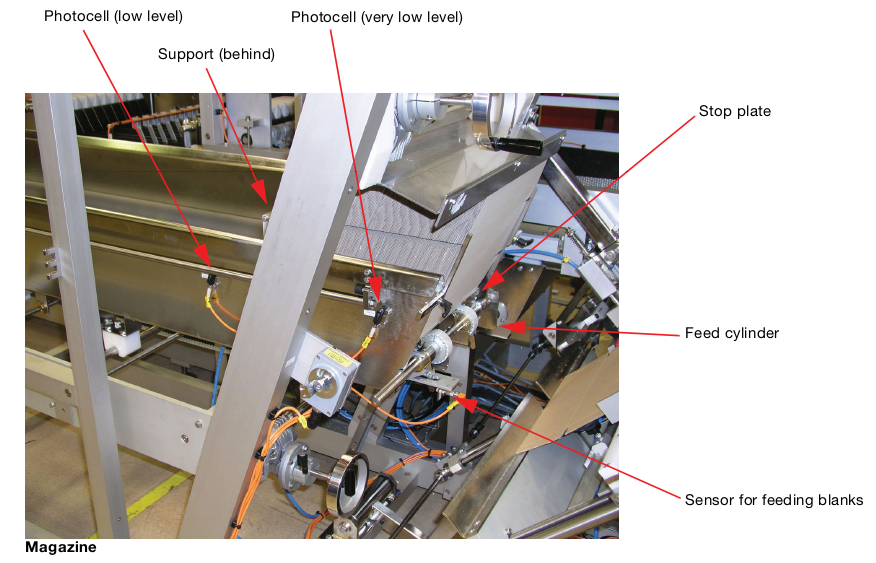 ⑤ 供给单元——作用;让纸箱和(3×8)形式的包通过这个单元时完成包装。  ⑥ 包绕单元——作用;完成纸箱的外形包装。 热熔物在储罐中熔化,并通过软管被强制输送到热熔物气动泵枪中。 电控气动阀接收到信号后打开; 通过改变气动泵的压力来调节热熔物的供应量。 热熔系统各部分的温度由热熔单元中的内部控制系统。储罐、软管和在热熔枪中向控制系统提供温度信息。 油箱、软管和喷枪中的温度可单独调节。  ## 2.装箱机各同步及零位的设定 ## 3.机器整体零位设定 设备维护(用户名:TECHNICIAN,密码:CUSTTECH)—拾取零位。 ① 大小爪和黑白爪零位的设定:设备维护(用户名:TECHNICIAN,密码:CUSTTECH) —裹包单元—拾取零位,零位要求:黑白爪之间的距离为 198MM,大爪与黑爪平面对齐, 白爪与小爪的平面对齐。 ② 大小爪与黑白爪单独位置不当设定: ③ 方圆杆的零位设定:设备维护(用户名:TECHNICIAN,密码:CUSTTECH)—分 组单元—拾取零位。黑爪的零位线到圆标的距离为 635MM,方杆到分包板处的距离为 140MM。 ## 4.CBP30 装箱机分包器处的设定 ① TPOP 上调节方法,维修控制——进料单元维护——每通道单元数目(一般设置 为 12 或 13 包)。 ② 维修控制——进料单元维护——分装器移位(X—即为 10 个导轨需偏移闲置的 轨道数)偏移与第一道对齐(通过接近开关检查到分包器上方的小铁块来实现)。 ③ 机械调整:两个分包器之间的距离为包的宽度减去 2MM,并保证两个分包器之 间的平行,刹车皮带的表面和挡板平面在一个水平面上,刹车皮带在停止时上面的板侧 面和通道板侧面在同一水平面上。在调节时还应注意前后二个分包器的刹车皮带的张紧 度应相同。 ## 5.CBP30 装箱机胶点和胶量的调节 ① TPOP 上的调节方法:上盖:包绕单元设置——包装热熔枪——热熔点的长度(5 —40). ② 包绕单元设置——包装热熔枪——包装热熔点的数目(1—5), ③ 包绕单元设置——包装热熔枪——包装枪的坯料距离(100—1200)。 ④ 包绕单元设置——包装热熔枪——坯料顶部封盖宽度(50—398)。 ⑤ 机械调节:热熔枪支架尾部 3 颗螺丝,上方 2 颗调节热熔枪的上下移动,下方 的 1 颗调节调节枪头的前后移动。 ⑥ 左右胶点在 TPOP 上的调节方法:供给单元设置——热熔枪——热熔点 1 起始 点(0—635),(以小白爪算起)。热熔点长度(5—50),热熔枪点 2 起始点(0—635) (以黑爪平面为起点)。 ⑦ 机械调节:通过调节枪头支架上的 1 颗固定螺丝来改变枪头的高低位置。 ## 6.装箱机关键知识点 1) 气压调节阀的作用: 从左到右依次的作用, 第 1 个,控制纸仓上面的 2 个气缸 第 2 个,控制吸盘 第 3 个,控制点:左胶头和上胶头 第 4 个,控制右胶头 第 5 个(从左起第 1,2 个电磁阀共用),控制 1,纸仓皮带传动气缸,2.红皮带处的 8 个轮的上下,3.检测纸箱是否放到位的电眼吹气,4.压纸箱的 2 个打耳 。 右边单独最大的调节阀(电磁阀在三角架上),控制离合器的气源。 带气压表显示的是给胶箱提供气源。 2) 电眼的相对位置、名称及作用: ① V60B3100 ——包绕单元高限位近接开关 ② V60B3110 ——包绕单元低限位进接开 ③ V60B2100 ——检测上打耳是否动作的近接开关 ④ C45B2110 ——检测料仓单元送纸版推进气缸动作的近接开关 ⑤ C45B3100 ——检测送纸版气缸动作的近接开关 ⑥ W30B2140 和 W30B2150 ——倒包监测电眼 ⑦ W30B2120 和 W30B2130 ——倒包监测电眼 ⑧ W30B2160 和 W30B2170 ——数包电眼 ⑨ W30B4120 和 W30B4130 ——堵包监测电眼 ⑩ W30B6120 和 W30B6130 ——数包电眼 11 W30B6100 和 W30B6140 ——包装太靠前 12 A01B4010 和 A01B4020 ——进料单元模式不正确 13 C35B1110~C35B1190 ——最大占队电眼 14 X40B1100 和 X40B1110 ——最小占队电眼 15 X40B1120 和 X40B1130 ——倒包监测电眼 16 X40B2120 ——刮板推进电眼 17 X40B3100 和 X40B3200 unit leaving grouping ——好的包装监测电眼 18 W50B1120 ——出料阻塞 19 W50B4100 和 W50B4110 ——出料形成队列 20 C45B1100 ——坯料量低 21 C45B1110 ——坯料用尽 22 C45B2110 ——监测有无纸板 23 V60B4210 ——喷胶电眼 ## 7.CBP30 型装箱机常见故障及预防处理方法 1) 吸盘吸纸箱吸不到位: ① 看纸箱被吸下来的位置,检查纸仓的高, ② 观察吸盘是否有伸缩的动, ③ 检查吸盘后面的气管是否接好, ④ 检查纸仓上的接近开关的好坏, ⑤ 看纸仓送纸箱链条是否工作, ⑥ 检查三个气缸是否工作, ⑦ 检查吸盘内是否破损,进水,有无异物, ⑧ 检查左右和上下挡杆挡纸箱的位置, ⑨ 检查 纸箱本身的平整性和硬度。 3) 纸箱成型不好的原因有: ① 三角架 的高度与四个角位的高度是否相同, ② 大小爪和黑白爪的位置和距离, ③ 左右挡杆和纸箱的位置和距离 ④ 胶点的大小,位置和胶的温度, ⑤ 三个打耳的工作时间, ⑥ 过桥板处的包与纸箱的位置, ⑦ 纸箱过硬或过软,纸箱本身不规则。 4) CBP30 分组单元过桥板处掉包: ① 过桥板处挡板之间太宽或太窄 ② 过桥板太高或太低 ③ 纸箱没有停在中间位置 ④ 纸箱太高或太低 ⑤ 挡板太靠左或是太靠右 ⑥ 过桥板震动太大。
智能制造CEO
2023年12月17日 16:18
分享文档
收藏文档
上一篇
下一篇
微信扫一扫
复制链接
手机扫一扫进行分享
复制链接
关于 MrDoc
觅思文档MrDoc
是
州的先生
开发并开源的在线文档系统,其适合作为个人和小型团队的云笔记、文档和知识库管理工具。
如果觅思文档给你或你的团队带来了帮助,欢迎对作者进行一些打赏捐助,这将有力支持作者持续投入精力更新和维护觅思文档,感谢你的捐助!
>>>捐助鸣谢列表
微信
支付宝
QQ
PayPal
Markdown文件
分享
链接
类型
密码
更新密码