杀菌与保藏
各类杀菌技术
蒸煮袋加压加热高温杀菌工艺
杀菌锅主要类型介绍、选择方式及易腐蚀问题防治措施
预制菜新规
食品热处理和杀菌技术
中药汤剂贮藏期变质分析以及包装方式的选择
中药调剂和贮藏养护
骨头汤保藏
食品工厂热处理和杀菌基本介绍
食品杀菌机械设备
本文档使用 MrDoc 发布
-
+
首页
食品热处理和杀菌技术
学习目的: 1、熟悉微生物的耐热性及影响因素 2、了解温度对酶活性的影响 3、掌握食品罐藏的基本工艺 4、掌握罐藏食品杀菌时间的计算方法及杀菌工艺条件的确定 5、熟悉罐藏食品的变质原因及防治方法 # 热加工方法 1、杀菌-- 将所有微生物及孢子,完全杀灭的加热处理方法,称为杀菌或绝对无菌法。 2、商业杀菌法-- 将病原菌、产毒菌及在食品上造成食品腐败的微生物杀死,罐头内允许残留有微生物或芽孢,不过,在常温无冷藏状况的商业贮运过程中,在一定的保质期内,不引起食品腐败变质,这种加热处理方法称为商业灭菌法。 3、巴氏杀菌法-- 在100℃以下的加热介质中的低温杀菌方法,以杀死病原菌及无芽孢细菌,但无法完全杀灭腐败菌,因此巴氏杀菌产品没有在常温下保存期限的要求。 4、热烫-- 生鲜的食品原料迅速以热水或蒸气加热处理的方式,称为热烫。其目的主要为抑制或破坏食品中酶以及减少微生物数量。 # 第一节 热加工的原理 热杀菌的主要目的是杀灭在食品正常的保质期内可导致食品腐败变质的微生物。一般认为,达到杀菌要求的热处理强度足以钝化食品中的酶活性。 同时,热处理当然也造成食品的色香味、质构及营养成分等质量因素的不良变化。因此,热杀菌处理的最高境界是既达到杀菌及钝化酶活性的要求,又尽可能使食品的质量因素少发生变化。 高温对微生物的影响 不同的微生物对热的敏感性不同,一般多数的微生物受热易致死。 多数细菌、酵母菌、霉菌、病毒在50-60度100min内可致死。嗜热微生物:能在45度的温度环境中进行代谢活动的微生物。兼性嗜热微生物:既能在一般温度下又能在高温中环境中生 1、微生物的耐热性 嗜热微生物的耐热性最强,不同微生物因细胞结构特点和细胞性质不同,其耐热性不同。通常产芽孢细菌比非芽孢细菌更耐热。 在高温环境下,高温直接对菌体蛋白质、核酸、酶系统产生直接破坏作用,使蛋白质变性凝固。 2、影响微生物耐热性的因素 热处理使得微生物细胞内的蛋白质变性而使得微生物死亡而食品内各种成分会影响到蛋白质的凝固速度,即影响微生物的耐热性。 (1)水分活度 一般情况下,水分活度低,微生物的耐热性强;水分活度高,微生物的耐热性弱。原因:蛋白质在潮湿状态下加热比在干燥状态下加热变性速度快。 因此,在相同温度下,湿热杀菌比干热杀菌效果好。 (2)食品的脂肪含量脂肪含量高的食品,可以增强细菌的耐热性。长链脂肪的保护作用更强。 原因:脂肪含量高时,细胞的含水量下降。 盐类3) 盐类浓度低于3%-4%时,对细菌的耐热性有增强作用:当食盐浓度超过4%时,随浓度的增加,细菌的耐热性明显下降。这种削弱和保护的程度常随腐败菌的种类而异。原因:盐浓度低时,会使得微生物适量脱水,而使得蛋白质不好凝固;而当盐浓度高时,微生物细胞大量脱水,蛋白质变性,导致微生物死亡。 (4)糖类 高浓度的糖液对受热处理的细菌的芽孢有保护作用,高浓度的糖类能降低食品的水分活度。  糖浓度越高:微生物的耐热性增强,越难杀死微生物。 (5)pH值(酸度) 对大多数芽孢杆菌而言,在中性范围内耐热性最强,pH低于5时细菌芽孢就不耐热,此时耐热性的强弱受其它因素控制。 因此人们在加工一些蔬菜和汤类时常常添加酸,适当提高内容物酸度,以降低杀菌温度和时间,保存食品品质和风味。 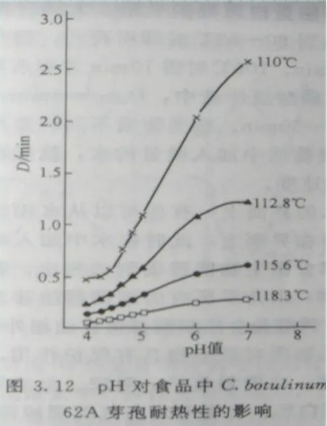 蛋白质 蛋白质的存在对微生物起保护作用初始活菌数 初始活菌数越多,则微生物的耐热性越强原因:可能是细菌的细胞分泌出较多的蛋白质的保护物质, 另外:菌种不同、耐热性不同; 同一菌种,菌株不同,耐热性也不同;各种芽孢中,嗜热菌芽孢耐热性最强,厌氧菌芽孢次之需氧菌芽孢最弱; 同一种芽孢的耐热性也会因热处理前菌龄、培育条件、贮存环境的不同而异; 因此罐头食品杀菌前被污染的菌属与杀菌效果有直接的关系。 初始菌数和玉米罐头杀菌效果的关系 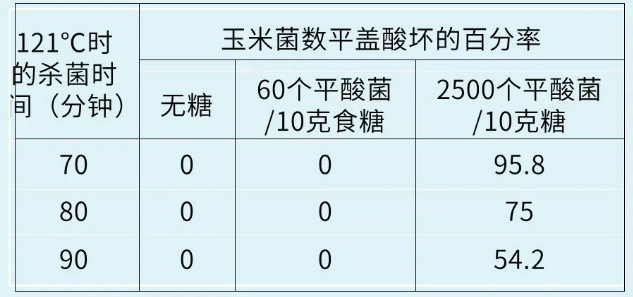 (8)微生物的生理状态正处于生长繁殖的细菌的耐热性比它的芽孢弱:(9)培养温度在较高的培养温度下,使微生物具有选择性,能适应更高的生存温度。 |培养温度/°C|100°C加热死亡时间/min| |--|--| 21-23|11 37|16 41|18 培养温度对枯草芽孢杆菌芽孢耐热性的影响 (10)热处理温度热处理温度越高,杀死一定量腐败菌芽孢所需要的时间越短。 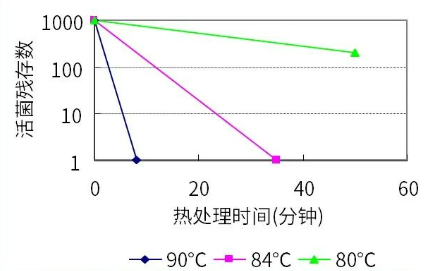 不同温度时炭疽菌芽孢的活菌残存数曲线 热处理温度对玉米汁中平酸菌死亡时间的影响 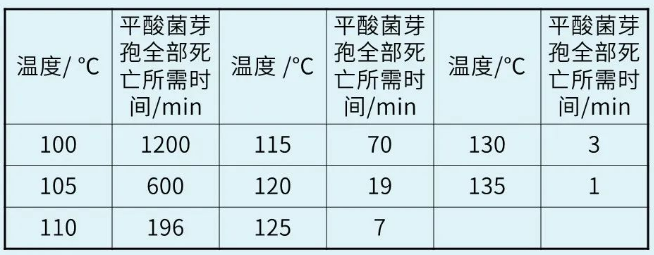 注 意 1、利用某对象菌耐热性作为确定某罐头食品的杀菌程度时测定对象菌耐热性所处的条件和环境应和该罐头食品所含成分基本一致。2、如果食品中加入少量的杀菌剂和抑制剂也能大大减弱芽孢的耐热性。 3、微生物耐热性的测定和表示方法 (1)D值(指数递降时间):在一定的致死温度条件下,杀死90%微生物所需的加热时间。 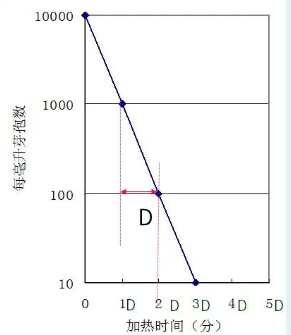 热力致死速率曲线 D值越大,细菌的死亡速率越慢,即该菌的耐热性越强。 因此D值大小和细菌耐热性的强度成正比。 注意:D值不受原始菌数影响 D值随热处理温度、菌种、细菌活芽孢所处的环境和其它因素而异。 (2)TRT(热力指数递减时 阒了计算杀菌时间时将细菌指数递减因素考虑在内,将D值概念进一步扩大,提出了热力指数递减时间(TRT)概念。在一定的致死温度条件下,将微生物减少到某一程度(10")时所需的热处理时间,n称为递减指数。 n=1时,TRT1=D。 TRT.=nD 因此,TRT值本质上和D值相同,也表示细菌耐热性的强弱。TRT值与D值一样不受原始菌数的影响。 如121°C温度杀菌时,TRT=12D,即经12D分钟杀菌后罐内芽孢数将降低到10-12。 瞬间加热和冷却条件下,单位时间为D时的细菌死亡速率  从表可以看出,从5D以后,为负指数,也就是说有1/10~1/10000活菌残存下来的可能。 细菌和芽孢按分数出现并不显示实际个数,这只是表 明理论上很难将活菌完全消灭掉。实际上,这应该从概率的角度来考虑,如果100支试管中各有1ml悬浮液,每ml悬浮液中仅含有1个芽孢,经过5D处理后,残存菌数为10-1,即1/10活,也就是100支试管中可能有90支不再有活菌存在,而10支尚有活菌的可能。 例100C热处理时,原始菌数为1x104,热处理3分钟后残存的活菌数是1x101,求该菌D值。 解: TRT=nD=3min即D110%C或D110=1min 例某罐头食品的对象菌D121=4min,问在121°0杀菌99.9%时,需要多长时间?杀菌99.99%呢?如果要使对象菌减少为原来的0.001%,此时又需要多长的杀菌时间呢? 解:杀死99.9%,t=3D=12min杀死99.99%,t=4D=16min减少为原来的0.001%时,t=5D=20min (3)热力致死时间(TDT)热力温度保持恒定不变,将食品中某一菌种的细胞或芽孢全部杀死所必需的最短热处理时间。 F值的定义就是在121.1°C温度条件下杀死一定浓度的细菌所需要的时间F值,与原始菌数是相关的。 F值越大,菌的耐热性就越强。 幡()回详邯黑类 100 10 95 100105110115120125杀菌温度(℃) 热力致死时间曲线 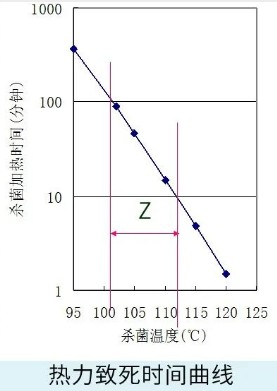 (4)Z值: Z值为热力致死时间按照1/10或10倍变化时所需要提高或降低的温度值(°C). Z值越大,因温度上升而取得的杀菌效果就越小。 如肉毒梭菌芽孢加热致死时间110°C为35min,100c为350min,则Z是多少? 解:Z=10°C 4)回阳祥邯奥等 1000 100 1. 95 100105110115120 125 杀菌温度(℃) 热力致死时间曲线  ## 二、高温对酶活性的作用及酶的热敏性 一般来说,温度提高到80C后,热处理时间只要几秒钟,几乎所有的酶都会遭到不可逆转的破坏。所以在传统的热处理杀菌中,不仅腐败菌被杀死,而且其中的酶也遭到破坏,只有干藏和冷藏的食品才会出现酶导致的变质问题,必须在预处理时进行酶的钝化处理。 罐头食品热力杀菌向高温短时,特别是超高温瞬时方向发展后,罐头食品贮藏过程中常出现了因酶活动而引起的变质问题。过氧化物酶、果胶酯酶 酶钝化程度有时也被用做食品杀菌的测定指标,例牛乳巴氏杀菌的效果可以根据磷酸酶活力测定的结果判定。这是因为牛乳中磷酸酶热处理时的钝化程度和肺结合菌及其他病原菌热处理时的死亡程度相互一致。 ## 三、热处理对食品品质的影响 ### 1、植物来源的包装制品 热加工和产品贮存时的物理-化学变化决定了产品的质量 一般在贮存时发生的质量变化相对于热加工来说比较小。 热加工对食品品质的影响取决于热加工的时间和温度,以及食品的组成和性质以及其所处的环境。 (1)质构 在植物材料的热处理过程中有两种类型的质构破坏半透膜的破坏 细胞间结构的破坏并导致细胞分离 其他变化包括 蛋白质变性 淀粉糊化 蔬菜和水果软化 2)颜色 产品的颜色取决于天然色素或外加色素的状态和稳定性以及加工和贮藏过程中的变色反应。 在水果和蔬菜中 叶绿素脱镁、胡萝卜素将异构化,颜色变浅(从5,6环氧化变成5,8环氧化) 花青素将降解成灰色的色素,花青素事实上对热相当稳定的色素,但它可以参加很多反应,使水果变色 黄酮类色素如芸香苷(芦中)可与铁形成黑色。类胡萝卜素大多是脂溶性的,而且是不饱和化合物,通常容易氧化而导致变色和变味。 除了色素的氧化、降解,Maillard反应也会导致加工和贮藏过程产品的变色。 风味 通常加热不改变基本的风味如甜、酸、苦、咸风味变化的一个重要来源是脂肪氧化--特别是豆类、谷物 Millard反应也会改变一些风味,加热过程也会使一些风味物质挥发或改变 营养素 ### 2、动物来源的包装食品 (1)颜色 肌红蛋白转化成高铁肌红蛋白,从粉红色变成红褐色,Maillard反应和Caramelization反应也会改变颜色 腌制过程会改变颜色 肉由于加热引起的颜色损失可以通过外加色素校正 (2)质构 肌肉收缩和变硬 变软 营养素 氨基酸损失可能达到10-20% 维生素主要是硫胺素损失50-70%,泛酸20-35%,但维生素损失的变动很大,取决于容器中的氧气、预处理方法(是否去皮、切片)或热烫 食品罐藏是食品的科学保藏方法之一。将食品原料经预处理后密封在容器或包装袋中,通过杀菌工艺杀灭大部分微生物的营养细胞,在维持密闭和真空条件下,得以在室温下长期保藏的食品保藏方法。 特点:贮藏时间长,对贮藏环境要求低,便于运输、携带食用方便。 罐藏食品的两个要素:容器的密封性和商业无菌 1806年诞生了世界上第一批罐头食品 1810年发明了镀锡薄板罐 1849创办第一个罐头工厂 1847年发明高压杀菌锅 我国的罐头工业创建于1906年,世界罐头年产量4000万吨。 # 第二节 食品的罐藏 罐藏食品热加工时间的推算 食品罐藏的基本工艺过程 基本工艺过程包括原料的预处理、装罐、排气、密封、杀菌与冷却等步骤。 流程: 洗罐-装罐预封,排气密封 杀菌冷却检测包装, ## 1、预处理 (1)罐藏原料的预处理 (2)罐藏容器的预处理 清洗和消毒的目的:去除在制造、运输、储存过程中沾染的灰尘、油污、微生物及助焊剂的残留。 清洗的方法: 机械法--喷射蒸汽或热水清洗。 人工操作 清洗的步骤:沸水或碱液浸泡、消毒、沥干。 清洗的要求:微生物的残留量符合标准(指空罐的微生物残 留量应低于几百个)。 洗罐机的种类:链带式、滑动式、旋转式 ## 2、装罐和密封 (1)灌装容器的准备 (2)食品的装罐 ①工艺要求:迅速装罐,不要积压 a.同种罐内产品质量基本一致 b.定量装罐,要主要固形物与汤汁的比例 c.控制一定的顶隙度(食品表面与容器翻边相距4-8mm) d.注意装罐温度,及时密封 e.罐口不能受污染 ②装罐的方法 人工装罐--块状食品较多采用机械装罐-一颗粒状、粉末状、流体及半 流体(糜状)食品 (3)预封 预封是在食品装罐后进入加热排气之前,用封罐机初步将盖钩卷入到罐身翻边下,进行相互钩连的操作。但没有挤压紧密,气体可以排逸。 预封目的:留有排气通道;防止表面层被蒸汽烫伤;避免冷凝水滴入罐内;保持顶隙处处于较高的温度,以便封罐; ## 3、罐头的排气 ### (1)排气的目的 排气是在装罐或预封之后,将罐内顶隙间和原料组织中残留的空气排出罐外的技术措施。其目的有: a.防止或减轻因加热杀菌时空气膨胀而使容器变形或破损,特别是卷边受到压力后,易影响其密封性。 b.阻止需氧菌及霉菌的发育生长 c.控制或减轻罐藏食品贮藏中出现的罐内壁腐蚀 d.避免或减轻食品色香味的变化 e.避免维生素和其他营养素遭到破坏 f.有助于避免将假胀罐误认为腐败变质性胀罐 ### (2)排气的效果 ①排气与微生物生长发育的关系 可以抑制需氧细菌的生长 ②排气与加热杀菌时罐头变形破损的关系 排气良好的罐头,杀菌时罐内超压很小,不易出现严重凸盖或卷边松弛等问题。但是,罐头内真空度不宜过高,否则会发生瘪罐现象。 ③排气与罐头食品内壁腐蚀的关系 排气能有效防止罐内壁的腐蚀,真空度不低于0.5x105Pa。④排气与罐头食品色、香、味的关系 排气可以明显减轻罐头食品色、香、味的变化。 ⑤排气与罐头外观的关系 排气良好的罐头,罐盖呈内凹状。 ### (3)罐内真空度的测定 真空度一排气密封之后,罐外大气压与罐内残留气压差,可以用真空表直接测定。 排气温度、排气时间、密封温度是确定密封后真空度的主要因素。对于空气含量低的食品而言,主要是排除顶隙内的空气,密封温度是关键性因素。对于空气含量高的食品而言,除了要达到预期密封温度外,还应合理地延长排气时间。 ### (4)排气方法 加热排气法、真空封罐排气法、蒸汽喷射排气法 ①加热排气 原理:通过蒸汽或热水对罐头进行加热,或将加热后的食品趁热装罐,利用空气、水蒸气和食品受热膨胀的原理将罐内空气排除。 ==冷装罐法:== 在预定的排气温度中(用蒸汽或热水加热的排气箱,加热温度为90-100°C,时间为6-15min)加热使罐内中心温度达到70-90°C; ==热灌装法== 一般将食品加热到70-75°℃(有资料认为应达到85°C)然后立即装罐密封。 加热排气法的优缺点: 能较好地排除食品组织内的空气,获得较好的真空度,还能起到一定的脱臭和杀菌作用。但是对食品的色、香、味、有影响,会软化罐头内的水果,热量利用率低。 ②真空封罐排气法 原理:利用真空泵将密封室内的空气抽出,形成一定的真空度,罐头在真空室内密封。真空封罐时,真空密封室内的真空度和食品温度是控制罐内真空度的主要因素。 真空封罐排气法的优缺点 优点:生产效率高,可以在短时间内使罐头达到较高的真空度:尤其适用于不宜加热的食品;封罐机体积小,占地少。 缺点:不能很好地排除食品组织内部和罐头中下部空隙处的空气;封罐时易产生暴溢现象造成净重不足;有时会造成瘪罐的现象。 ③蒸汽喷射法 在顶隙部分喷射蒸汽,取代其中的空气,待蒸气冷凝后获得真空。 实际封罐中应准确控制最小顶隙为8mm左右。 ed+0T/军幸章明H3。0Z升Z'TT '8 9'S 8'Z 封罐温度对罐头真空度的影响 0204060 80 100 120 加热温度/°C 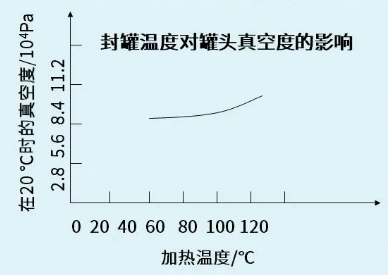 适用于大多数加糖水或盐水的罐头食品和大多数固态食品,不能用于干装食品的密封。 对于空气含量大的食品,可先采用抽真空或加热的方法驱除,以获得较高真空度。 ## 4、罐头的密封 ### (1)金属罐的密封 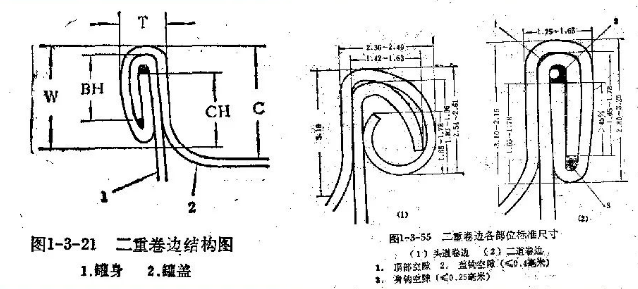 ### (2)玻璃罐的密封卷边式密封法 一依靠封口机辊轮的滚压作用,将马口铁盖的边缘卷压在玻璃罐的罐颈凸缘下,达到密封的目的。此法密封性能好,但开启困难。旋转式密封法一依靠罐盖的螺旋或盖爪扣紧在罐口凸出螺纹上,罐盖内壁有塑料垫圈或加注滴塑以加强密封性能。开启方便。 抓式密封法一靠抓式封罐机将罐盖边缘压成爪子,紧贴在罐口凸缘的下缘而得以密封。 ### (3)蒸煮袋的密封 一般采用热熔密封,依靠蒸煮袋内层的聚丙烯材料在加热时熔合成一体而达到密封的目的。 ## 5、罐头的杀菌和冷却 (1)罐头食品杀菌工艺条件的确定罐头杀菌的工艺条件即杀菌规程(杀菌式) t1-t2-t3t1-升温时间 t-恒温时间t,降温时间 T-杀菌温度P-加热或冷却时的反压  (2)罐头食品常用的杀菌方法 常压杀菌----杀菌温度低于100度高压杀菌----杀菌温度高于100度 高压沸水杀菌、高压蒸汽杀菌、高压水杀菌其他杀菌方法----超高压杀菌、微波杀菌 (3)罐头食品杀菌时间及F值的计算 ①安全F值的估算 以耐热性最强腐败菌的抗热值为依据②实际杀菌条件下F值的计算 ③罐头杀菌时间和F值的公式计算 罐头食品的杀菌为商业杀菌,主要是杀死致病菌、产毒菌和腐败菌,并破坏食品中的酶,使食品耐藏二年以上而不变质,同时还有一定的烹调作用,能够增进风味和软化组织。 (4)罐头食品的传热①罐头食品的热传递方式 罐头食品的传热方式有导热、对流、导热对流结合三种。 (a)导热传热 冷点、 (b)对流传热 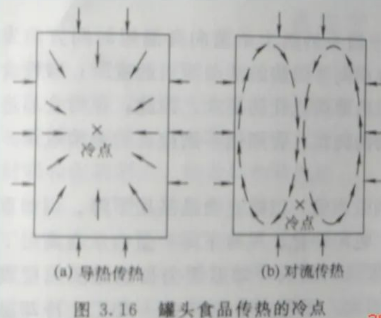 图3.16 罐头食品传热的冷点 ②影响罐头食品传热的因素 a.罐头容器材料的物理性状(厚度、尺寸、导热系数等)玻璃罐罐壁厚度较铁罐大,热导率较铁罐小,热阻较铁罐大得多,所以镀锡薄板罐的传热速度要比玻璃罐大得多。罐型大,其单位容积的受热面积小,单位时间单位容积所接受的热量就少,升温就慢;同时,大型罐的罐表面至罐中心的距离大,热由罐壁传递至罐中心所需的时间就要长。而小罐型则相反,罐型越小,传热越快,杀菌时间要短些。 b.罐头食品的物理特性(浓度、密度、黏度、颗粒大小)流体食品:这类食品的粘度和浓度不大,如果汁、肉汤、清汤类罐头等。加热杀菌时产生对流,传热速度较快。半流体食品:这类食品(如番茄酱、果酱等罐头)虽非固体,但由于浓度大,粘度高,流动性很差,在杀菌时很难产生对流,或对流很小,主要靠传导传热,这类罐头中心温度上升较慢。 固体食品:这类食品呈固态或高粘度状态,如红烧类、糜状等,加热杀菌时不可能形成对流,主要靠传导传热,传热速度很慢,罐头中心温度上升很慢。 c.罐头食品的初温 初温与杀菌温度越接近,罐头中心加热到杀菌温度所需要的时间越短。 d.杀菌锅的形式和罐头在杀菌锅的位置,静止式杀菌锅,即罐头在杀菌时静止置于锅内。杀菌锅内各部位的罐头由于传热介质的流动情况不同而传热效果相差较大,尤其是远离蒸汽进口的罐头,传热较慢。 回转式或旋转式杀菌锅。这类杀菌锅由于罐头在杀菌过程中处于不断的转动状态,罐内食品易形成搅拌和对流,故传热效果较静止式杀菌要好得多。 (5)罐头食品的冷却 杀菌后的罐头应及时冷却,以免造成产品色泽和风味的变劣、组织软烂。玻璃罐常采用分段冷却法,即80-60-40度三段。 按冷却位置分:锅内冷却、锅外冷却 按冷却介质分:水池冷却和空气冷却 高压杀菌常使用反压冷却法。 罐头冷却的最终温度一般控制在38-40度。 ## 6、罐头的检验、包装和储藏 (1)罐头的检验 ①罐头食品检验指标及标准 a.检验方法:外观检验、保温检验、敲音检验、真空度检验、 开罐检验、化学检验、微生物学检验。b.检验指标:感官指标、理化指标、微生物指标c.检验标准:ZBX7004-89罐头食品感官检验 OB1006-90 罐头食品检验规则 SN0400-1995出口罐头检验规程 GB11671-89 果蔬类罐头食品卫生标准 ②罐头食品的保温与商业无菌检验 保温检验 将全部罐头堆放在保温库中,温度范围37士2°C、时间5-7d,给微生物生长创造条件,若杀菌不完全的罐头,则微生物生长繁殖后会引起罐头胀罐的现象,这样就可以挑选不合格的产品。 商业无菌检验(抽样检验) 严格审查生产操作记录(空罐纪录、杀菌纪录);抽样、称重、保温、开罐检查、接种培养、结果判定。(2)罐头食品的包装和储藏 ## 罐藏食品的变质 ### 1、罐头食品的变质 主要有胀罐、平酸败坏、黑变、发霉等。 (1)胀罐 罐内压力过高,使罐头出现外凸状的现象,也称为胖听。物理性胀罐 化学性胀罐 细菌性胀罐 (2)平酸酸败 在低酸性、酸性食品中,某些耐热、耐酸细菌(平酸菌)生长繁殖,使食品酸度下降,从而造成食品败坏。 (3)黑变 含硫蛋白质含量较高的食品,在高温杀菌过程中产生挥发性硫或由于微生物的生长繁殖使食品的含硫蛋白质分解产生H2S气体,与罐内壁铁质反应,生成黑色硫化物,沉积在罐内壁上或食品的表面,以致食品发黑并呈臭味-一黑变(硫臭腐败、硫化物污染)。 主要与杀菌条件控制不良有关。 (4)发霉 罐头内食品表面出现霉菌生长的现象。由于某些产毒菌的作用,容易引起食物中毒。 一般不常见,当罐头容器裂漏或罐内真空度过低才会在低水分或高浓度糖分的食品中出现。 ### 2、罐头容器的损坏和腐蚀 罐头内壁的腐蚀 (2)局部腐蚀 (3)集中腐蚀(1)均匀腐蚀(4)异常脱锡腐蚀(5)硫化腐蚀 (6)其他腐蚀 罐头外壁腐蚀 软罐头 软罐头的定义 用高压杀菌锅经100°C以上的湿热加热,达到商业无菌,以塑料薄膜与铝箔复合的薄膜经加热制成密封容器所包装的食品。广义的软罐头包括其他软包装和包装形式,如盘装和结扎肠。 软罐头的包装材料 1.聚乙烯薄膜(PE)2.聚丙烯薄膜(PP) 3.聚酯薄膜(PET)4.尼龙薄膜(Pa) 5.聚偏二氯乙烯薄膜(PVDC) 6.铝箔(AI) 软罐头的特点 a.容器重量轻、体积小b.比容量大 c.热传导快,杀菌时间短d.安全性高 e.封口简便,开启方便 ## 四、软罐头的生产工艺流程 制袋 一固体食品充填液体食品充填带日预封 排气!带口密封杀菌检验-包装 # 第三节 热烫 热烫的目的 热烫通常用于在热杀菌、干燥和冷冻之间对一些蔬菜或水果灭酶,同时也能起到软化组织、清洁、减少微生物数量的作用。只有少量的蔬菜(如洋葱、绿胡椒)不需要热烫。、影响热烫效果的因素包括: 热烫时间 热烫温度、介质 及时冷却 Ph值 食品的性状大小 # 第四节 巴氏杀菌 ==巴氏杀菌的目的== 巴氏杀菌是用于液体食品的温和热处理过程,处理目的一是钝化可能造成产品变质的酶类物质,以延长冷藏产品的货架期,二是杀灭食品物料中可能存在的致病菌营养细胞,以保护消费者的健康不受危害。与商业杀菌同样理由,巴氏杀菌处理的强度取决于产品的pH值,高pH值的产品需要较强烈的热处理。 事实上,除了一些特殊的产品(如啤酒),一些采用传统的低温长时间巴氏杀菌的产品如牛奶、果汁等,目前都纷纷转用高温短时间加工工艺。 高温短时的加热条件有利于产品营养、感官品质特别是维生素、风味和色泽的保持。 ==包装产品的巴氏杀菌== 固态食品和一些液态食品(如啤酒、果汁)是包装好后进行巴氏消毒的。 采用玻璃罐的,要注意容器爆裂。加热时,容器与水的温度不能超过20°℃,冷却时温差不超过10°C。 采用金属罐或塑料罐,不论采用热水还是蒸汽作为加热介质,破裂的危险都不大。 ==未包装的液体产品的巴氏杀菌== 些低黏度的液体产品(如牛奶、乳制品、果汁、液态鸡蛋等)通常使用连续式的设备如:板式热交换器 一些产品(如果汁)需要在加热前脱气,以防止氧化,通常可以采用真空脱气。 ==超高温杀菌== UHT指采用132-143°C温度对未包装的流体食品短时(0.5-2s)杀菌。 超高温杀菌(UHT)工艺和高温短时杀菌(HTST,72-75°℃,15-20s;80-85°C,10-15s)工艺的最大差别是后者属于巴氏杀菌,而超高温杀菌已经达到商业无菌的要求。超高温杀菌最早在牛乳生产中得到成功应用(始于1966年英国),如今,超高温杀菌已经成为液态食品的主要杀菌工艺,
智能制造CEO
2024年9月10日 20:39
分享文档
收藏文档
上一篇
下一篇
微信扫一扫
复制链接
手机扫一扫进行分享
复制链接
关于 MrDoc
觅思文档MrDoc
是
州的先生
开发并开源的在线文档系统,其适合作为个人和小型团队的云笔记、文档和知识库管理工具。
如果觅思文档给你或你的团队带来了帮助,欢迎对作者进行一些打赏捐助,这将有力支持作者持续投入精力更新和维护觅思文档,感谢你的捐助!
>>>捐助鸣谢列表
微信
支付宝
QQ
PayPal
Markdown文件
分享
链接
类型
密码
更新密码